Aktuelle Ausgabe

Unsere Partner
P3 1-2/2022 de
Wasserbasierte Barrierebeschichtungen
Optimale Rillungen bei Verpackungskartons
Science & Technology

„Wasserbasierte Beschichtungen / Fehlerfreies Rillen“ ist ein IGF-Projekt der Papiertechnischen Stiftung (PTS).
Zum Verpacken von Lebensmitteln werden vielfach beschichtete Kartonsorten benötigt. Die problemlose Rillbarkeit ist eine essentielle Eigenschaft, die beschichtete Kartons bei der Verarbeitung erfüllen müssen. Rillen dient zur Vorbereitung von Biegestellen und wird gleichzeitig mit dem Stanzen (Stanz-Rill-Prozess) durchgeführt. Beim Rillen wird der Karton inklusive der Beschichtung stark verformt. Dabei besteht die große Gefahr, dass die Barriereschicht verletzt oder geschwächt wird. Während man den Rillprozess gegenwärtig für extrusionsbeschichtete und folienkaschierte Kartons weitgehend beherrscht, gibt es bei wässrig aufgebrachten Beschichtungen immer wieder Probleme. Unklar ist insbesondere, unter welchen Bedingungen möglichst optimales Rillen gelingt.
„Wasserbasierte Beschichtungen / Fehlerfreies Rillen“ ist ein IGF-Projekt der Papiertechnischen Stiftung (PTS).
Projektziele
Das IGF-Projekt verfolgte zwei Ziele: Zum einen sollte mit Hilfe eines Modells auf Basis der Finiten Element Methode (FEM) die Materialbelastungen und -verformungen beim Rillvorgang näher charakterisiert werden, zum anderen sollten Empfehlungen erarbeitet werden, die zu möglichst geringen Verlusten an Barrierewirkung in der Rillnaht führen.
Das zuerst genannte Ziel sollte durch eine Reihe spezieller Messverfahren unterstützt werden. Insbesondere wurden damit Kennwerte für wichtige Eingangsparameter gewonnen. Zur Erreichung des zweiten Zieles sollten systematisch Rillversuche an mehreren Kartonsorten mit verschiedenen Beschichtungen durchgeführt werden, um daraus möglichst optimale Rillparameter abzuleiten.
Der Rillprozess in der Praxis
Bei der Verarbeitung von Faltschachtelkartons dominieren Flachbettstanzen mit Bandstahlwerkzeugen und entsprechenden Gegenzurichtungen. Es wird nahezu ausschließlich mit Hohlrillungen (siehe Abb. 1) gearbeitet, bei denen eine relativ starke Verformung und Dehnung der Kartonlagen entlang der Rillnaht stattfindet. Die Reduzierung des Faltmoments beruht auf Lagentrennungen (Delaminierung) im Karton, die eine Folge der scherenden Belastung während des Rillprozesses sind.
In der Praxis orientieren sich Stärke (br) und Eintauchtiefe (h) der Rillmesser sowie Breite und Tiefe der Rillkanäle (bn und tn) bei der Gegenzurichtung ausschließlich an der Dicke (d) des Kartons. Dies gilt auch für Kartons, die auf der Vorder- oder Rückseite beschichtet sind. Gängige Standardbedingungen finden sich in Abbildung 1 und 2. Einen weitreichenden Einblick in das Rillverhalten eines Kartons kann man durch Aufnahme eines Rillbereichdiagramms erhalten, welches eine systematische Variation der Eintauchtiefe und der Rillkanalbreite umfasst.
Entwicklung des FE-Modells
Für die Modellentwicklung wurde die FESoftware LS-DYNA eingesetzt, welche sich gut für die Simulation von komplexen Verformungsprozessen eignet. Für die Darstellung des Rillmessers und der Kanten des Rillkanals wurden zylinderförmige Geometrien mit jeweils an die Praxis angepassten Radien verwendet (siehe dazu Abb. 4).
Der Karton wurde zunächst in sieben Einzelschichten aufgeteilt und später auf acht Einzelschichten erweitert, wobei die achte Schicht die Beschichtung darstellte. Dies ermöglichte es, genaue Ergebnisse hinsichtlich der internen Beanspruchungen zu generieren und Effekte aufgrund der Lagenverschiebung zueinander zu untersuchen. Da sich der Rillvorgang durch eine Delaminierung zwischen den Lagen definiert, wurden zudem mögliche Trennebenen zwischen den Deckschichten des Materials (Schicht 1, 2 sowie 6, 7) und der Mittellage (Schicht 3-5) eingefügt. Diese mussten mit Kennwerten bzgl. ihrer maximalen Festigkeit und Steifigkeit in der Ebene (in-plane) sowie senkrecht zur Ebene (out-of-plane) beschrieben werden. Hierfür wurden die Messvorrichtungen „Out-of-Plane-Schubprüfstand“ (Abb. 2) und die optische Dehnfeldanalyse (Abb. 3) eingesetzt. Des Weiteren wurden die „Z-Spaltfestigkeiten“ bestimmt.
Auswertungen von praktisch durchgeführten Rillversuchen an der Universalprüfmaschine mittels Optischer Dehnfeldanalyse zeigten in Dickenrichtung die erwartbaren Druck- und Zugbereiche. Das Material, welches sich beim Prozess unter dem Rillmesser befindet, wird komprimiert, während das Material in den Flanken der Rillnut auseinandergezogen wird. Die größte Komprimierung des Materials findet exakt unter der Spitze des Rillmessers statt.
In den Simulationsergebnissen findet sich das Materialverhalten exakt wieder. In Abb. 4 sind sowohl die Druckbereiche unter dem Rillmesser als auch die Zugbereiche an den Oberseiten der Flanken zu erkennen. Analog zeigen sich die Ergebnisse zur Längsdehnung, welche eine unterschiedliche Dehnung in den verschiedenen Lagen des Kartons in den Rillflanken widerspiegeln. Die optische Darstellung zur Verschiebung der Knoten im Modell wird übermäßig stark dargestellt, sie entspricht nicht der wahren Verformung. Dies erfolgt, um relevante Verformungsbereiche schneller erkennen und analysieren zu können. Überschreitet ein Element die vorgegebene maximale Dehnung oder Spannung, kommt es lokal zum Versagen und Eliminieren des Elements. Diese Stellen werden dann als Fehlstellen angezeigt und führen in der Beschichtung u.a. zu einem Funktionsverlust.
Systematische Rillversuche an Labormustern
Die Ergebnisse des FE-Modells wurden bei der Auswahl an Faltschachtelkartons und Beschichtungen berücksichtigt. Es wurden drei Kartonsorten mit möglichst gleicher Dicke, aber unterschiedlicher Zusammensetzung ausgewählt: GZ (445 µm), GC2 (450 µm) und GD2 (455 µm).
Auf die Rückseite der Kartons wurden im Labor zwei unterschiedliche Beschichtungen in jeweils drei Auftragsmengen (8, 15 und 25 g/m2) aufgetragen. Bei den Beschichtungen handelte es sich um eine Acrylat-Copolymer-Beschichtung und eine Polyvinylalkohol-Beschichtung. Wie vergleichende Untersuchungen zeigten, war die Acrylat-Copolymer-Beschichtung deutlich weiter und mit geringerem Kraftaufwand dehnbar als die PVOH-Beschichtung.
Für die anschließend durchgeführten Rillversuche wurde eine Laborpresse der Firma Marbach mit passenden Stanz-Rillwerkzeugen verwendet, die Teststreifen von 25 x 60 mm pro Hub lieferte. Durch variierende Höhen der Rilllinien wurden verschiedene Eintauchtiefen (+0,10 mm, +0,05 mm, 0,00 mm, -0,05 mm, -0,10 mm) in den Rillkanal realisiert. Die Gegenzurichtung bestand aus einem Metallblech, in das Rillkanäle unterschiedlicher Breite eingefräßt waren. Die Rillkanalbreite wurde von 1,1 bis 1,8 mm in Schritten von 0,1 mm variiert. Die Rillkanaltiefe von 0,5 mm wurde bei den Versuchen nicht variiert.
Die Rillungen der Teststreifen wurden anschließend visuell auf Risse an der Innen- und Außenseite sowie auf eine mangelhafte Delaminierung oder Wulstbildung hin untersucht. Zusätzlich dazu wurden die Beschichtungen durch Aufbringen einer wässerigen Farbstofflösung im Bereich der Rillnaht auf Pinholes geprüft. Außerdem wurde der Faltfaktor ermittelt, der die Reduktion des Faltmoments durch die Rillung beschreibt.
Bestimmung der Barrierewirkung gerillter Muster
Im Rahmen des Projektes wurden Durchlässigkeitsbestimmungen für Wasserdampf, Fett & Öl und Hexandampf (als Modellsubstanz für Mineralölkohlenwasserund Aromastoffe) durchgeführt. Dazu waren kreisrunde Proben von 95 mm bzw. 85 mm erforderlich, für die zusätzliche Stanz-Rillwerkzeuge mit verschiedenen Kanalbreiten und Rillerlängen gefertigt wurden (siehe Abb. 5).
Empfehlungen für die Praxis
Während des Projekts konnte eine große Menge an Durchlässigkeitsdaten zu unterschiedlichen Rillbedingungen der drei beschichteten Kartonsorten gesammelt werden. Die Datenauswertung lieferte Ergebnissen, die sich in folgenden Empfehlungen zusammenfassen lassen:
- Es tritt nahezu immer eine Schwächung der Barrierewirkung an den Rillnähten ein, auch wenn diese nicht visuell erkennbar ist. Die Spanne kann dabei von einer Zunahme der Durchlässigkeit um wenige Prozent bis zu mehreren Zehnerpotenzen reichen. Die Zunahme ist gegenüber gasförmigen Stoffen (Wasserdampf, Hexan) größer als gegenüber flüssigen Stoffen (Wasser, Fett & Öl).
- Die Schwächung der Barrierewirkung an den Rillnähten kann wirksam minimiert werden durch eine ausreichend hohe Auftragsmenge (≥ 15 g/m2), durch Einsatz einer Beschichtung mit hoher elastisch-plastischer Verformbarkeit, die Verwendung eines Rohkartons mit guter Rillbarkeit und einer eher glatten Kartonrückseite.
- Für optimale Ergebnisse, d.h. minimale Barriereverluste bei akzeptablen bis guten Faltfaktoren, sollten die Rillparameter geringfügig modifiziert werden. Die Eintauchtiefen des Rillmessers sollten etwas größer als bei den Standardbedingungen sein (+0,05 bis +0,10 mm) bei gleichbleibender oder etwas geringerer Rillkanalbreite (-0,10 mm).
Danksagung
Das Forschungsvorhaben IGF 19313 BG der AiF-Forschungsvereinigung PTS wurde über die AiF im Rahmen des Programms zur Förderung der Industriellen Gemeinschaftsforschung (IGF) vom Bundesministerium für Wirtschaft und Energie aufgrund eines Beschlusses des Deutschen Bundestages gefördert. Dafür sei an dieser Stelle herzlich gedankt.
Literatur
- H.-J. Tenzer: Leitfaden der Papierverarbeitungstechnik, 1. Auflage, VEB Fachbuchverlag Leipzig, 1989, ISBN 3-343-00448-0.
- J. Blechschmidt (Hrsg): Papierverarbeitungstechnik, Fachbuchverlag Leipzig im Carl Hanser Verlag, 2013, ISBN 978-3-446-43071-6.
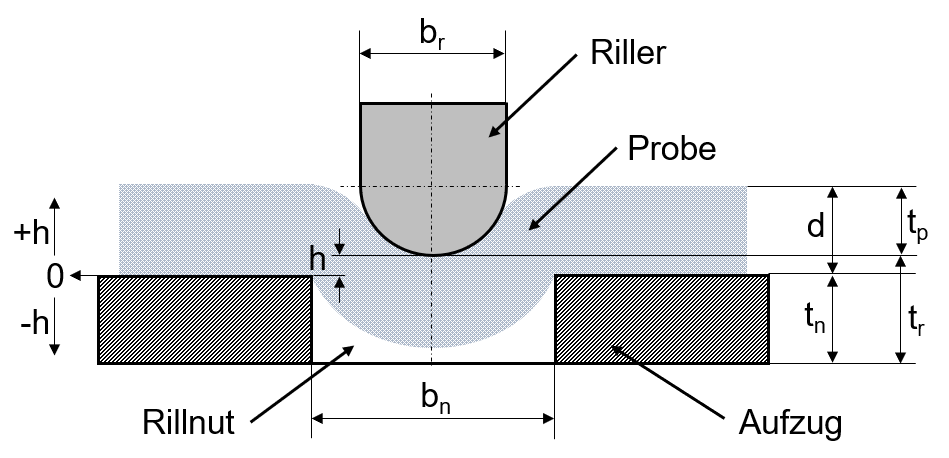
Abb. 1: Schematische Darstellung des Rillprozesses mit den wichtigsten geometrischen Größen.
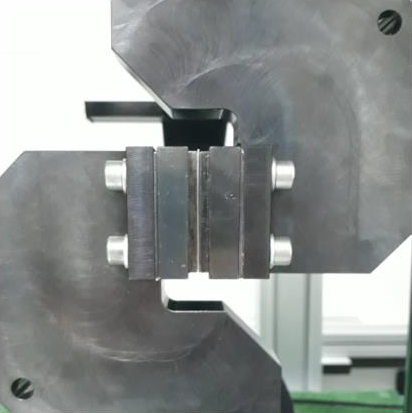
Abb. 2a: Probenbefestigung beim Out-of-Plane-Schubprüfstand.
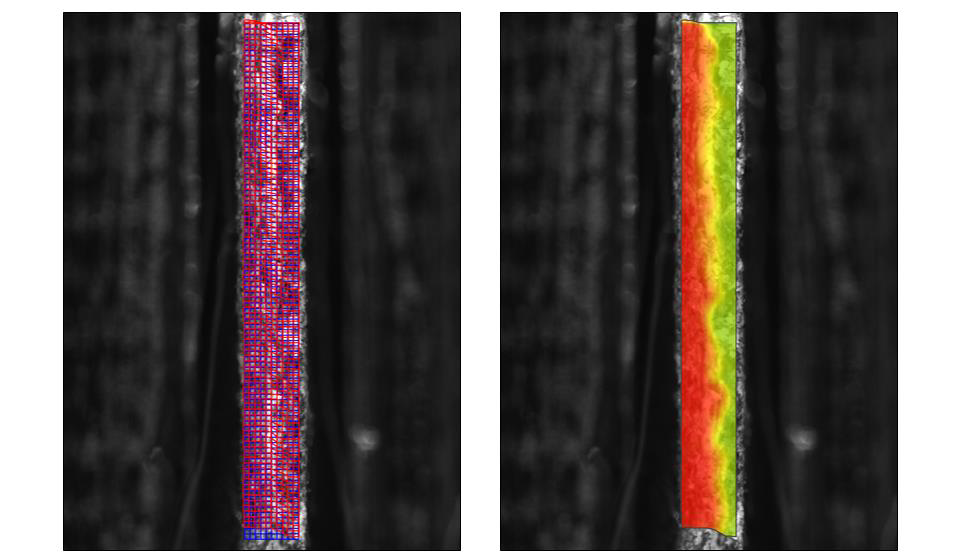
Abb. 2b: Verschiebungen im Kartonmaterial beim Versuch: Blaues Ausgangsgitter und verschobenes rotes Gitter (links) sowie farbliche Darstellung der Trennebene (rechts).
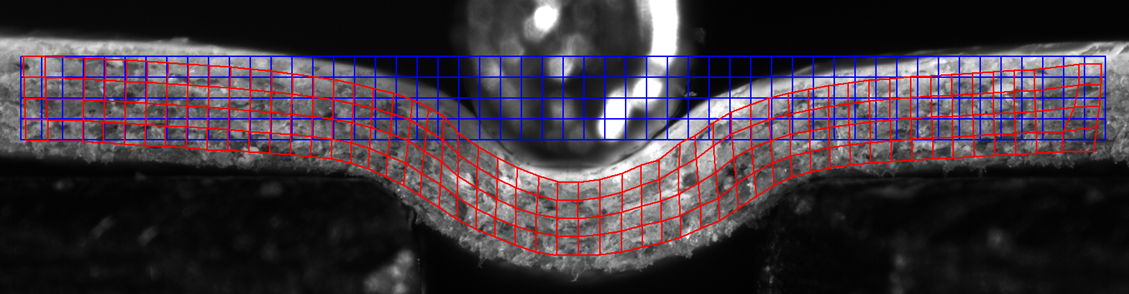
Abb. 3: Ausgangs- (blau) und verformtes Messgitter (rot) eines Rillvorgangs zur Auswertung mittels Optischer Dehnfeldanalyse (ODA).
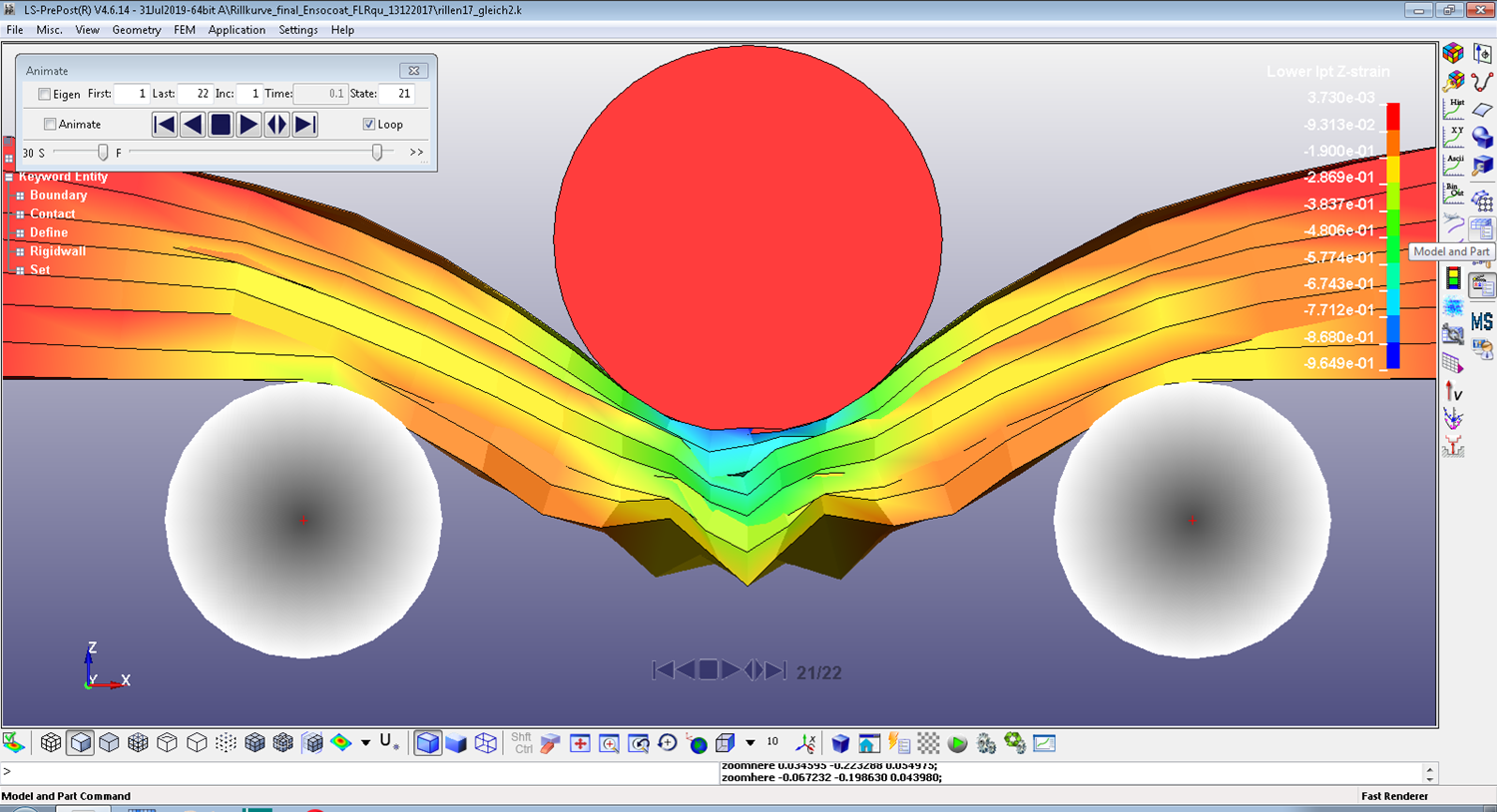
Abb. 4: Ergebnis der FE-Simulation: Grafische Darstellung der Querdehnungen (Dickenkompression) in den einzelnen Kartonlagen als Folge des Rillprozesses.
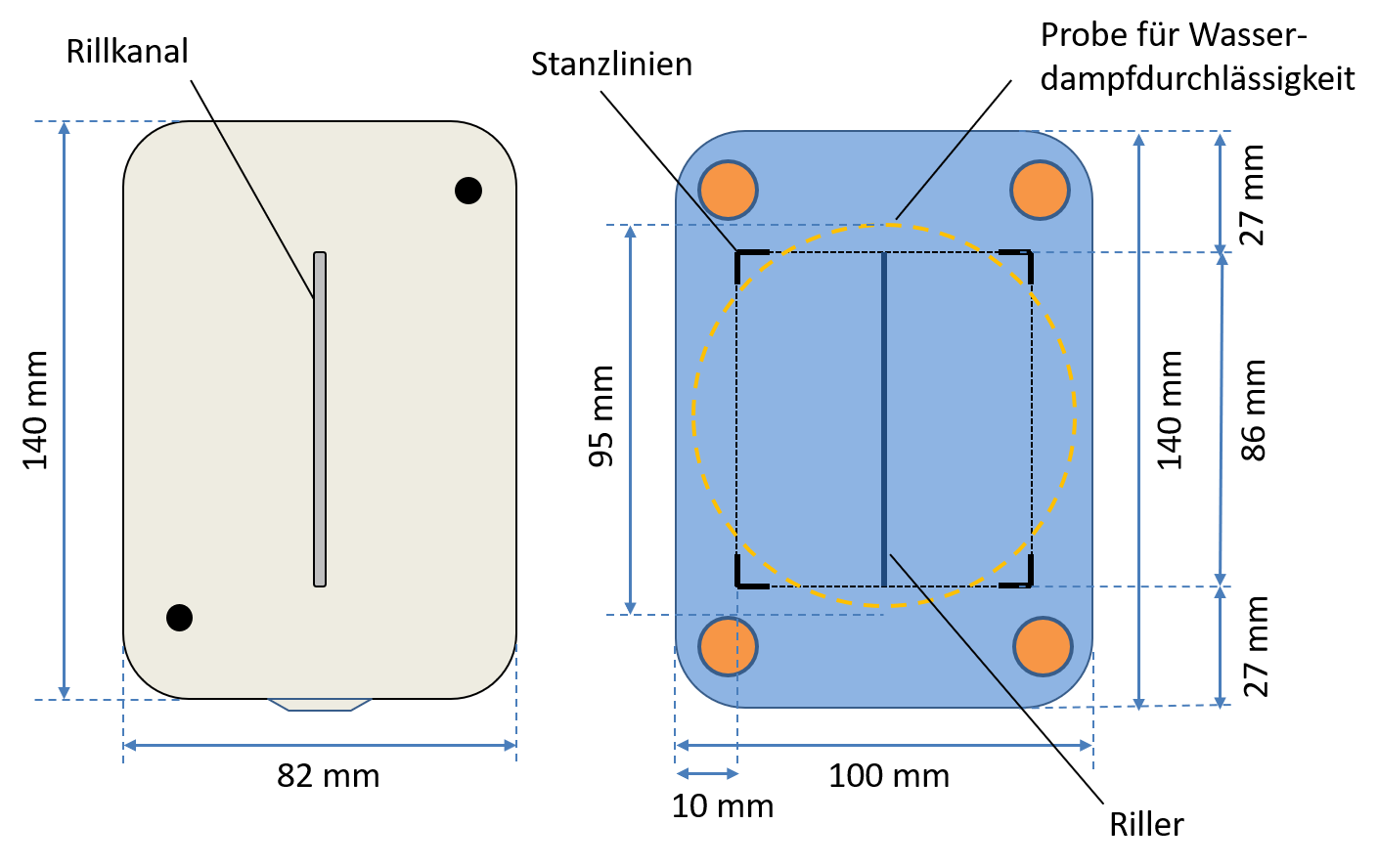
Abb. 5: Skizze der für die Bestimmung der Wasserdampf- und Hexandampf-Durchlässigkeit angefertigten Stanz-Rillwerkzeuge.

Dr. Markus Kleebauer, PTS.

Benjamin Hiller, PTS.
Autoren: Dr. Markus Kleebauer, Benjamin Hiller
Redaktion: sbr
Abbildungen: PTS
