Current Issue
Our Partners
P3 3-4/2023 en
What Does it Mean ...
Pad Printing
Education Gap

Print image in the photopolymer plate.

Pad printing is an indirect gravure printing process that is used in particular to print irregularly shaped substrates with rather small-format but detailed images. One domain is the printing of advertising material, e.g. on lighters, USB sticks and balloons. The printing of housing parts, control elements, electronic components or the decoration of toys is also done using pad printing. The substrates are just as diverse, including plastics, metals, wood, glass and ceramics.
Print image in the photopolymer plate.
But first to classify the printing process. The printing form or cliché for pad printing consists of an exposed, etched or lasered printing plate. Analogous to conventional gravure printing, all areas of the printed image are screened in order to produce cells. These cells later absorb the printing ink and transfer it to the pad. In between are the bridges. They form the necessary support structure for the squeegee. Indirect printing processes are characterized by an intermediate color carrier. The pad does this job. It consists of silicone rubber, takes the color from the printing form and transfers it to the substrate. A special feature of the pad is its high elasticity. It enables the printing of irregular and rough surfaces. The size, shape and hardness of the pad depends on the size of the motif and the surface design of the substrate. The pad is partially deformed during the printing process. If you make the wrong choice, there is a risk of distorting the print image and risking a blurred print.
Printing Plate Production
Various printing form materials are used in pad printing. Photopolymer clichés are preferred for smaller orders and normal demands on the quality of the printed image. A photopolymer layer on a sheet metal base is exposed using Reprofilm and UV light and hardens at the non-printing areas. Double exposure is necessary to produce a ridge-well structure. First, the print motif is exposed, followed by a second exposure with a fine screen film of approx. 80 L/cm. The second exposure creates small web structures in the printed image, which prevent the squeegee from dipping into the motif. After exposure, the unexposed areas are washed out with a solvent and the printing form is dried. A final post-exposure ensures that the cliché surface is sufficiently hardened. Depending on the plate type, organic solvents or water are used for washing out. With careful handling, photopolymer plates achieve a print run of several thousand prints. Etched steel plates are preferred for jobs with longer runs and special requirements for the precision of the printed image. Steel plates have a very long service life. Before the etching process, the steel plate is coated with a light-sensitive emulsion and dried. This is followed by the exposure process with print motif and screening. The photographic emulsion is then washed out and dried. The etching process is performed with nitric acid or ferric chloride. The hardened photo emulsion is resistant to the etching acid. Only the image areas exposed in the washout bath are etched. The printing plate is then freed from the photo emulsion and cleaned. The etching process creates cell depths of up to approx. 20 µm. The resulting printed image enables the implementation of the finest fonts and details, such as those required in model making.
In addition to classic exposure and chemical development, direct laser engraving is increasingly being used. The print image is engraved into the printing plate with a high-resolution laser. Steel, Aloxid and also ceramic clichés are preferably imaged in this process. What all printing forms have in common is the long service life and excellent reproduction of details.
Pad
The pad is the key element in pad printing. The rapid development of this process began with the first use of silicone as the base material for pads in the 1960s. In the actual sense, the pad material is a mixture of silicone and silicone oil. The pad hardness is adjusted by the mixing ratio of these two components. The pads are colored for better differentiation of the hardness classes. The material has excellent elasticity without slipping at the contact surface between the substrate and the pad. Rather, the shape of the pad causes a rolling movement on the printing material, so that the printing ink can be deposited cleanly and air bubbles are prevented from becoming trapped. At the same time, the material enables a high level of ink transfer from the printing form to the substrate. Normally only a wafer-thin color film remains after the color transfer. During the printing process, the effects of printing ink and solvents can cause the pad to swell, resulting in the printed image becoming indistinct. The life expectancy of a pad depends on its hardness, resistance to inks and solvents and the conditions of use. Depending on the manufacturer's information, the figures vary between 20,000 and 500,000 prints. Aggressive paints and solvents reduce the service life accordingly. The lifespan of a pad is also limited in time. The silicone oil used gradually evaporates from the pad. This affects the surface tension on the printing surface and the hardness of the pad. As a result, the color transfer decreases, the chemical resistance and increased wear of the surface due to abrasion can be observed. It is therefore advisable to care for the pads with silicone oil and to store them in a clean, dark and not too warm place without any pressure points.
During the printing process, it should be noted that dried ink residues can only be removed from the pad with adhesive tape. Strong solvents and rubbing movements on the pad damage the surface and cause increased abrasion. New pads must be cleaned slightly with alcohol before they are used for the first time, otherwise they will not transfer any color. The choice of pad shape and hardness is determined by the print motif. A pointed pad shape enables better rolling on the substrate and is therefore particularly suitable for fine lines and characters. The use of flat pads is recommended for surface printing. With regard to the print image, ensure that the pad size is sufficient.
Printing Process
The printing process in pad printing runs cyclically. First, the printing form is inked and scraped off. The pad then takes over the ink from the printing plate. The inked pad moves to the substrate, transfers the ink to the substrate and a new cycle starts. Two systems are available for inking the printing form. The open system has flow and working squeegees analogous to a screen printing machine. The closed system has gained great popularity in recent years. A squeegee cup is used here. This is an ink reservoir and squeegee device in one. The squeegee cup has a ground squeegee ring that automatically wipes off the cells when the printing form is released because the squeegee cup changes position. The closed system combines several advantages. The squeegee cup serves as an ink reservoir and prevents the loss of solvents too quickly. In the idle position, the squeegee cup covers the print motif and prevents the ink cells from drying out. A long-term interruption of a print job is therefore not a problem. Multi-color printing is also possible with pad printing, but requires a slight intermediate drying of the printed color in order to avoid smearing or splitting in the subsequent print.
Ink
Similar to screen printing, it also applies to pad printing that almost any substrate can be printed with the right color system. The printing ink is of low viscosity. The composition depends heavily on the application. Classic solvent inks, UV inks and numerous special inks are used, e.g. for ceramic printing. The correct color setting in the printing process is of particular importance. The ink has to flood the cells completely, adhere well to the pad, and give off as much solvent as possible during pad travel so that it finally adheres to the substrate and comes off cleanly from the pad. Incorrect color settings are immediately recognizable in the print result and in the detachment behavior from the pad. When printing on plastic surfaces, pre-treatment is necessary in order to achieve good ink adhesion in the print.

Thread counter printed in one color.
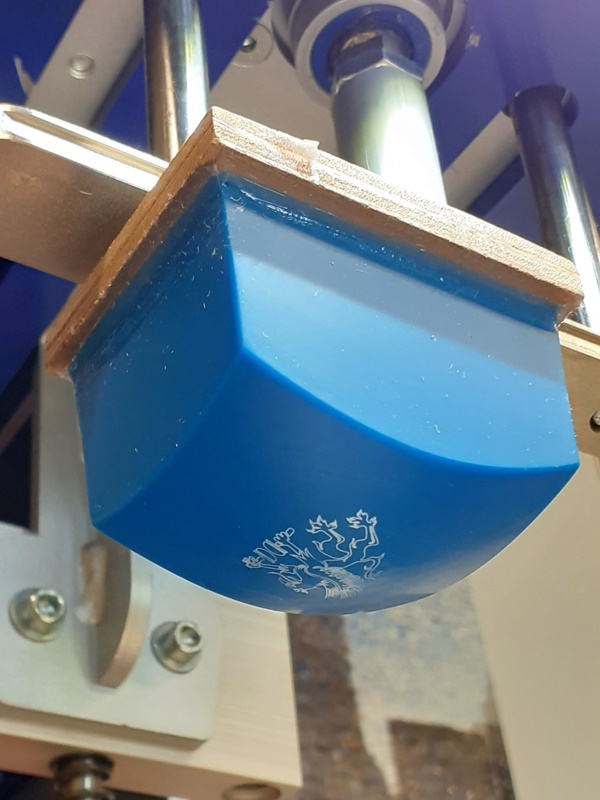
Colored pad.
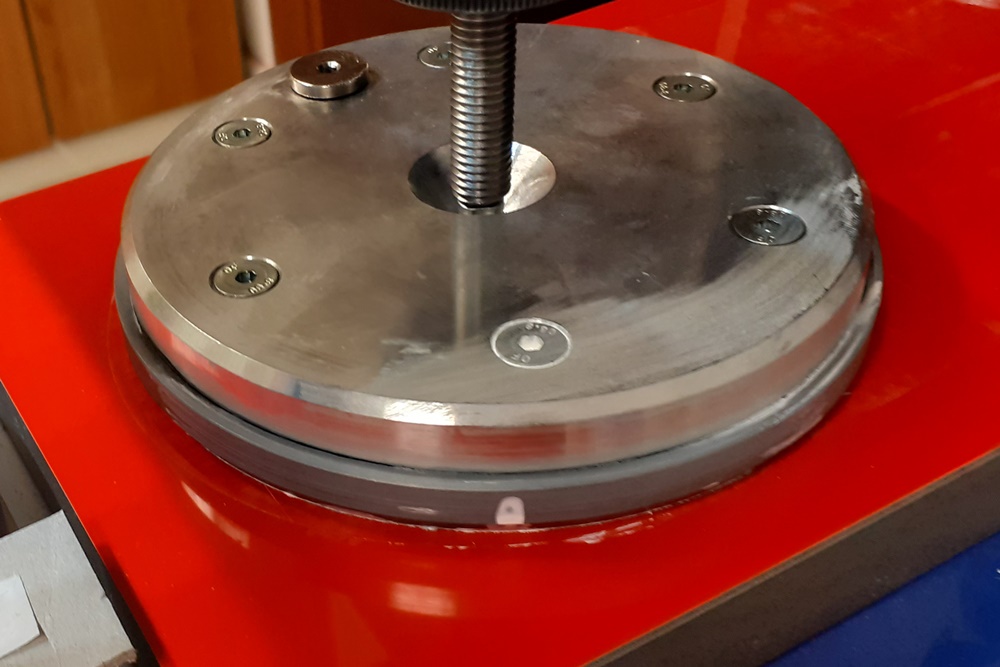
Step 1: Inking the printing form.
Step 2: Pad takes color.

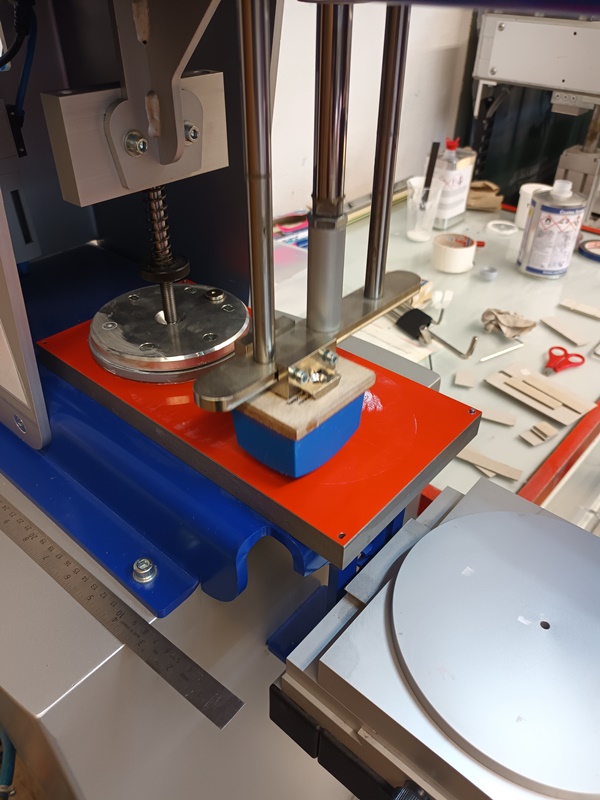
Step 3: Deposition on the substrate.

Author and Dipl.-Ing. Printing Technology (FH) Ronald Weidel has been working at the Gutenberg School in Leipzig as a teacher for printing technology since 2008.
Author: Ronald Weidel
Editor: sbr
Images: Ronald Weidel; Volker Schmidt
